
新聞動態
NEWS

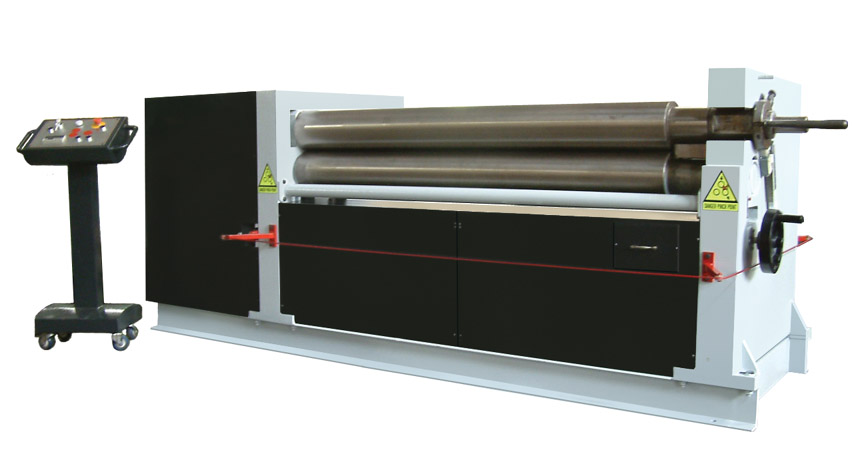
卷板機是對板材進行連續點彎曲的塑形機床,具有卷制O型、U型、多段R等不同形狀板材的功能。
工作原理
對稱式卷板機的上輥在兩下輥中央對稱位置,通過液壓缸內的液壓油作用于活塞作垂直升降運動。通過主減速機的末級齒輪帶動兩下輥齒輪嚙合作旋轉運動,為卷制板材提供扭矩。
規格平整的塑性金屬板通過卷板機的三根工作輥(二根下輥、一根上輥)之間,借助上輥的下壓及下輥的旋轉運動,使金屬板經過多道次連續彎曲(內層壓縮變形,中層不變,外層拉伸變形),產生永久性的塑性變形,卷制成所需要的圓筒、錐筒或它們的一部分。
該液壓式三輥卷板機缺點是板材端部需借助其它設備進行預彎,更適用于卷板厚度在50mm以上的大型卷板機。兩下輥下部增加了一排固定托輥,縮短兩下輥跨距,從而提高卷制工件精度及機器整體性能。
分類
卷板機由于使用的領域不同,種類也不同。
從輥數上分為三輥卷板機和四輥卷板機。其中三輥卷板機又分對稱式三輥卷板機、水平下調式三輥卷板機、弧線下調式卷板機、上輥萬能式三輥卷板機和液壓數控卷板機。
從卷板機的發展上說,上輥萬能式最落后,水平下調式略先進,弧線下調式最高級。三輥卷板機有機械式和液壓式,其中機械式三輥卷板機又分為對稱和非對稱。

弧線下調四輥卷板機
三輥機械式對稱卷板機性能特點:該機結構型式為三輥對稱式,上輥在兩下輥中央對稱位置作垂直升降運動,通過絲桿絲母蝸桿傳動而獲得,兩下輥作旋轉運動,通過減速機的輸出齒輪與下輥齒輪嚙合,為卷制板材提供扭矩。該機缺點是板材端部需借助其它設備進行預彎。
三輥機械式非對稱卷板機主要特點:該機結構型式為三輥非對稱式,上輥為主傳動,下輥垂直升降運動,以便夾緊板材,并通過下輥齒輪與上輥齒輪嚙合,同時作為主傳動;邊輥作傾升降運動,具有預彎和卷圓雙重功能。結構緊湊,操作維修方便。
三輥液壓式對稱卷板機主要特點:該機上輥可以垂直升降,垂直升降的液壓傳動,通過液壓缸內的液壓油作用活塞桿而獲得;下輥作旋轉驅動,通過減速機輸出齒輪嚙合,為卷板提供扭矩,下輥下部有托輥,并可調節。上輥呈鼓形狀,提高制品的直線度,適用于超長規格各種截面形狀罐。

上調式對稱式三輥卷板機可將金屬板材卷成圓形、弧形和一定范圍內的錐形工件,本機種兩下輥為主動輥,上輥為從動輥。它廣泛使用于造船、鍋爐、航空、水電、化工、金屬結構及機械制造行業。適合用于金屬板材的彎曲變形,可卷制圓形,弧形和一定范圍內的錐形工件,并有板材端部預彎功能,本機型兩個下輥為主動輥可水平移動,上輥為從動輥可上下移動,移動方式有機械式和液壓式,傳動軸均采用萬向連軸器連接。
安全操作流程
通常機械設備的作業效率和故障率與操作人員之間的關系是非常密切的。作為危險設備的操作人員來說,應該多了解相關知識,才能有效地避免因操作人員的失誤導致意外事故發生。
下面讓我們一起來了解卷板機操作細節安全要求:
1.首先是操作人員在操作之前要對作業的環境周圍整理好,保持一個良好的操作環境。
2.同時操作人員的穿著一定要整潔,避免在作業的過程中將衣服角等卷入軋輥內。
3.在工作的過程中一定要注意操作人員只能站在工件的兩側,這才是最安全合理的位置。
4.加工件到最后的時候要留一定的余量。
5.如果在操作過程中要進行調整測量尺寸圓度的話,那么一定要停機操作,禁止在作業的過程中操作。
6.測量尺寸圓度的過程時禁止操作人員站在已滾好的圓筒進行,同時禁止在需要加工的工件上站人。
7.對于一些加工較難的工件:如較厚或是直徑較大、原材料硬度或強度較高的工件等,都應通過少量多次的作業,才能將工件做成要達成的效果。
8.對于一些工件直徑較小的,應該放在軋輥中間滾卷進行作業。
注意事項
1.卷板機必須有專人負責管理。
2.操作人員必須熟悉卷板機的結構性能和使用方法,經負責管理人員同意后,方可進行操作。
3.開機前要仔細檢查安全裝置是否完好。
4.操作時,嚴禁手、腳放在滾軸和傳動部件及工件上。
5.工作中斷后,應將離合器打至空檔。
6.多人協同作業必須要有專人指揮。
7.嚴禁超負荷工作。
8.上輥的升降翻轉軸承的傾倒復位及上輥的平衡,須在主傳動停機后進行。
9.工作場地禁止亂堆工件及雜物,做到時刻保持機床及場地清潔。
10.作業完畢,應切斷電源,并鎖好電源箱。
11.對卷板機組件進行清理,特別是連接的地方。
12.卷板機組裝的時候要遵循由內到外、先下后上這樣一個原則。
13.裝配中優先集中處理使用同一工裝進行裝配或者同一方位的裝配工作。
14.裝配過程中要嚴格按照設計圖來進行裝配,在尺寸、規格等方面要嚴格把關。





