
新聞動態
NEWS

折多少長度跟折床型號沒有關系的,主要是跟v槽和折彎刀具相關。通常v槽寬度為板材厚度的6倍,也就是說折彎線到板材頂端至少要在3t以上才行。如果v槽偏小,折彎系數會有變化,另外v槽受壓過大,影響壽命。
鈑金件是否能折得出來,不僅僅要判斷折彎長度是否過短,還要注意以下幾點:
(1) 縱向是否超出后頂規最長折彎限度;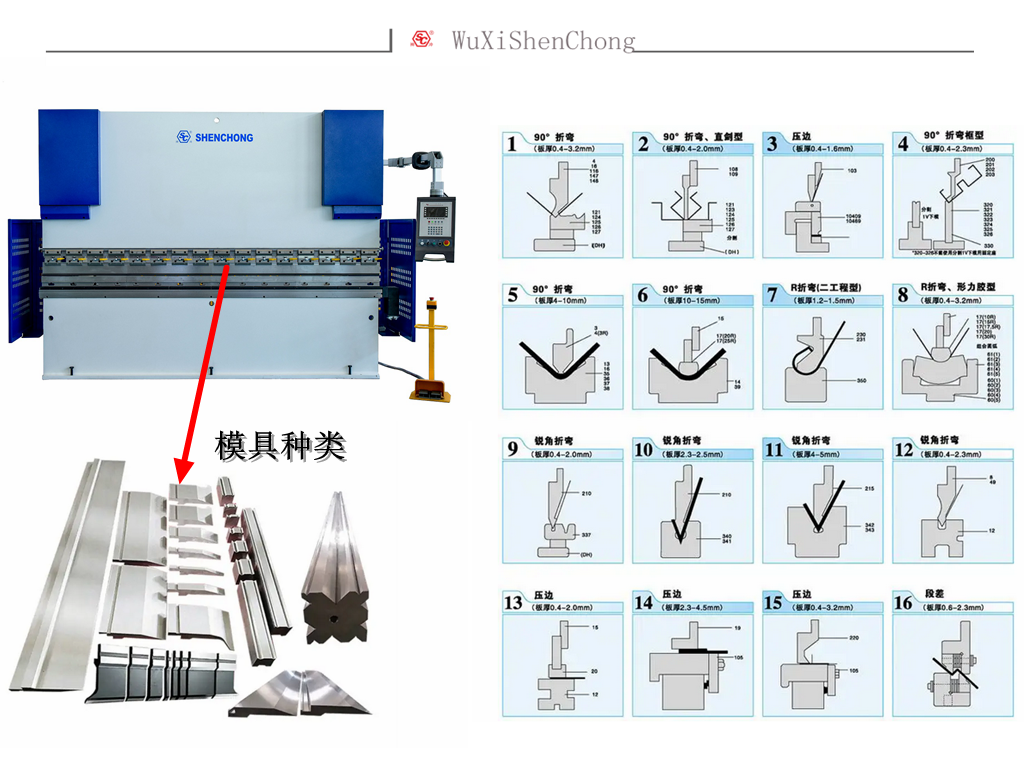
除了靠經驗,還可以把折彎模具放電腦里,不知道的時候就模擬一下是很好的辦法。數控折彎機上的折彎工件多數都是90度,當90度的工件成型的時候去看看在模具上是什么樣子。如果是直模具就是成45度,如果是彎模具就是平行的。
看圖紙的時候必須標明下模的開口尺寸,如果要用專門的上、下模,必須標明模具的代號。
折彎系數指的是板材在折彎時的延伸值,其數值主要由板厚、折彎角度和下模開口尺寸決定。
厚度4mm以下的冷軋鋼板,在選定下模開口尺寸和相同的折彎角度的前提下,可以認為折彎系數為固定值。≥4mm的熱軋鋼板的折彎系數視需要應作測定。
常用的折彎數據,一般下模開口尺寸為板厚的6倍。為了方便起見在折彎 1~2.5mm 的鋼板時,均盡可能都采用 12mm 的下模開口尺寸。
如果實際上無法選用表中的下模開口尺寸時,折彎系數值要另行查取。相同厚度的冷軋鋼板和熱軋鋼板的折彎系數值會相差 0.1~0.2 左右, 應給予注意。再次強調:5、6mm 鋼板的折彎系數,僅是對于目前經常采購到的鋼板的經驗數值,使用前要先作驗證。





